- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Badania pieca epitaksjalnego 8-calowego SiC i procesu homoepitaksjalnego
2024-08-29
Obecnie przemysł SiC przechodzi ze 150 mm (6 cali) na 200 mm (8 cali). Aby zaspokoić pilne zapotrzebowanie przemysłu na wielkogabarytowe, wysokiej jakości płytki homoepitaksjalne SiC, z powodzeniem przygotowano płytki homoepitaksjalne 4H-SiC o średnicy 150 mm i 200 mm na podłożach domowych przy użyciu niezależnie opracowanego sprzętu do epitaksjalnego wzrostu SiC 200 mm. Opracowano proces homoepitaksjalny odpowiedni dla 150 mm i 200 mm, w którym szybkość wzrostu epitaksjalnego może być większa niż 60 µm/h. Jakość płytek epitaksjalnych jest doskonała, spełniając wymagania epitaksji o dużej prędkości. Jednorodność grubości płytek epitaksjalnych SiC o średnicy 150 mm i 200 mm można kontrolować w zakresie 1,5%, jednorodność stężenia jest mniejsza niż 3%, gęstość defektów krytycznych jest mniejsza niż 0,3 cząstek/cm2, a średni kwadratowy chropowatości powierzchni epitaksjalnej Ra wynosi mniej niż 0,15 nm, a wszystkie podstawowe wskaźniki procesu znajdują się na zaawansowanym poziomie branżowym.
Węglik krzemu (SiC) jest jednym z przedstawicieli materiałów półprzewodnikowych trzeciej generacji. Charakteryzuje się wysokim natężeniem pola przebicia, doskonałą przewodnością cieplną, dużą prędkością dryfu nasycenia elektronów i dużą odpornością na promieniowanie. Znacząco rozszerzył możliwości przetwarzania energii urządzeń zasilających i może spełnić wymagania serwisowe nowej generacji sprzętu energoelektronicznego dla urządzeń o dużej mocy, małych rozmiarach, wysokiej temperaturze, wysokim promieniowaniu i innych ekstremalnych warunkach. Może zmniejszyć przestrzeń, zmniejszyć zużycie energii i zmniejszyć wymagania dotyczące chłodzenia. Przyniósł rewolucyjne zmiany w nowych pojazdach energetycznych, transporcie kolejowym, inteligentnych sieciach i innych dziedzinach. Dlatego półprzewodniki z węglika krzemu zostały uznane za idealny materiał, który będzie liderem nowej generacji urządzeń elektronicznych dużej mocy. W ostatnich latach, dzięki wsparciu polityki krajowej na rzecz rozwoju przemysłu półprzewodników trzeciej generacji, w Chinach w zasadzie zakończono prace badawczo-rozwojowe i budowę systemu przemysłowego urządzeń SiC 150 mm, a bezpieczeństwo łańcucha przemysłowego wzrosło w zasadzie gwarantowane. Dlatego uwaga branży stopniowo przesuwała się na kontrolę kosztów i poprawę wydajności. Jak pokazano w tabeli 1, w porównaniu ze 150 mm, 200 mm SiC ma wyższy stopień wykorzystania krawędzi, a wydajność pojedynczych chipów waflowych można zwiększyć około 1,8 razy. Gdy technologia dojrzeje, koszt produkcji pojedynczego chipa można obniżyć o 30%. Przełom technologiczny w postaci 200 mm jest bezpośrednim sposobem na „obniżenie kosztów i zwiększenie wydajności”, a także jest kluczem do tego, aby przemysł półprzewodników w moim kraju „działał równolegle”, a nawet „przewodził”.
W odróżnieniu od procesu wytwarzania urządzeń Si, wszystkie półprzewodnikowe urządzenia mocy SiC są przetwarzane i przygotowywane przy użyciu warstw epitaksjalnych jako kamienia węgielnego. Płytki epitaksjalne są niezbędnymi podstawowymi materiałami do urządzeń zasilających SiC. Jakość warstwy epitaksjalnej bezpośrednio determinuje wydajność urządzenia, a jej koszt stanowi 20% kosztu wytworzenia chipa. Dlatego wzrost epitaksjalny jest istotnym ogniwem pośrednim w urządzeniach zasilających SiC. Górną granicę poziomu procesu epitaksjalnego wyznaczają urządzenia epitaksjalne. Obecnie stopień lokalizacji krajowego sprzętu epitaksjalnego SiC 150 mm jest stosunkowo wysoki, ale ogólny układ 200 mm pozostaje jednocześnie w tyle za poziomem międzynarodowym. Dlatego też, aby rozwiązać pilne potrzeby i problemy z wąskimi gardłami w produkcji wielkogabarytowych, wysokiej jakości materiałów epitaksjalnych na rzecz rozwoju krajowego przemysłu półprzewodników trzeciej generacji, w tym artykule przedstawiono sprzęt epitaksjalny SiC 200 mm opracowany z powodzeniem w moim kraju, i bada proces epitaksjalny. Optymalizując parametry procesu, takie jak temperatura procesu, natężenie przepływu gazu nośnego, stosunek C/Si itp., jednorodność stężenia <3%, niejednorodność grubości <1,5%, chropowatość Ra <0,2 nm i śmiertelna gęstość defektów <0,3 cząstek /cm2 Otrzymuje się płytki epitaksjalne SiC o średnicy 150 mm i 200 mm z samodzielnie opracowanym piecem epitaksjalnym z węglika krzemu o średnicy 200 mm. Poziom procesu sprzętowego może zaspokoić potrzeby przygotowania wysokiej jakości urządzeń zasilających SiC.

1 Eksperymenty
1.1 Zasada procesu epitaksjalnego SiC
Proces wzrostu homoepitaksjalnego 4H-SiC obejmuje głównie 2 kluczowe etapy, a mianowicie trawienie in situ w wysokiej temperaturze podłoża 4H-SiC i jednorodny proces chemicznego osadzania z fazy gazowej. Głównym celem trawienia podłoża in situ jest usunięcie podpowierzchniowych uszkodzeń podłoża po polerowaniu płytek, pozostałości płynu polerskiego, cząstek i warstwy tlenku, a na powierzchni podłoża można utworzyć regularną strukturę schodkową poprzez trawienie. Trawienie in-situ zwykle przeprowadza się w atmosferze wodoru. Zgodnie z rzeczywistymi wymaganiami procesu można również dodać niewielką ilość gazu pomocniczego, takiego jak chlorowodór, propan, etylen lub silan. Temperatura trawienia wodorowego in situ wynosi na ogół powyżej 1 600 ℃, a ciśnienie w komorze reakcyjnej podczas procesu trawienia jest na ogół kontrolowane poniżej 2×104 Pa.
Po aktywowaniu powierzchni podłoża poprzez trawienie in situ, zostaje ono poddane procesowi chemicznego osadzania z fazy gazowej w wysokiej temperaturze, czyli źródła wzrostu (takiego jak etylen/propan, TCS/silan), źródła domieszkowania (źródło domieszki typu n, azot , źródło domieszki typu p TMAl) i gaz pomocniczy, taki jak chlorowodór, są transportowane do komory reakcyjnej przez duży przepływ gazu nośnego (zwykle wodoru). Po reakcji gazu w wysokotemperaturowej komorze reakcyjnej część prekursora wchodzi w reakcję chemiczną i adsorbuje się na powierzchni płytki, w wyniku czego powstaje monokrystaliczna, jednorodna warstwa epitaksjalna 4H-SiC o określonym stężeniu domieszki, określonej grubości i wyższej jakości na powierzchni podłoża przy użyciu monokrystalicznego podłoża 4H-SiC jako matrycy. Po latach badań technicznych technologia homoepitaksjalna 4H-SiC zasadniczo dojrzała i jest szeroko stosowana w produkcji przemysłowej. Najpowszechniej stosowana na świecie technologia homoepitaksjalna 4H-SiC ma dwie typowe cechy: (1) Wykorzystanie podłoża położonego poza osią (w stosunku do płaszczyzny kryształu <0001>, w kierunku kryształu <11-20>) ukośnie ciętego podłoża jako matrycy, na podłożu osadza się monokrystaliczną warstwę epitaksjalną 4H-SiC o wysokiej czystości, pozbawioną zanieczyszczeń, w formie wzrostu krokowego. Wczesny wzrost homoepitaksjalny 4H-SiC wykorzystywał do wzrostu dodatnie podłoże krystaliczne, to znaczy płaszczyznę <0001> Si. Gęstość stopni atomowych na powierzchni dodatniego podłoża krystalicznego jest niska, a tarasy są szerokie. Podczas procesu epitaksji łatwo zachodzi dwuwymiarowy wzrost zarodkowania, w wyniku którego powstaje kryształ 3C SiC (3C-SiC). Dzięki cięciu pozaosiowemu na powierzchnię podłoża 4H-SiC <0001> można wprowadzić stopnie atomowe o dużej gęstości i wąskiej szerokości tarasu, a zaadsorbowany prekursor może skutecznie osiągnąć pozycję stopnia atomowego przy stosunkowo niskiej energii powierzchniowej poprzez dyfuzję powierzchniową . Na tym etapie pozycja wiązania atom prekursorowy/grupa molekularna jest wyjątkowa, więc w trybie wzrostu przepływu schodkowego warstwa epitaksjalna może doskonale odziedziczyć sekwencję układania podwójnej warstwy atomowej Si-C podłoża, tworząc pojedynczy kryształ z tym samym kryształem faza jako podłoże. (2) Szybki wzrost epitaksjalny osiąga się poprzez wprowadzenie źródła krzemu zawierającego chlor. W konwencjonalnych systemach chemicznego osadzania z fazy gazowej SiC głównymi źródłami wzrostu są silan i propan (lub etylen). W procesie zwiększania szybkości wzrostu poprzez zwiększanie natężenia przepływu źródła wzrostu, w miarę ciągłego wzrostu równowagowego ciśnienia cząstkowego składnika krzemowego, łatwo jest tworzyć klastry krzemu poprzez jednorodne zarodkowanie w fazie gazowej, co znacznie zmniejsza stopień wykorzystania źródło krzemu. Tworzenie się klastrów krzemowych znacznie ogranicza poprawę szybkości wzrostu epitaksjalnego. Jednocześnie skupiska krzemu mogą zakłócać skokowy wzrost przepływu i powodować zarodkowanie defektów. Aby uniknąć jednorodnego zarodkowania fazy gazowej i zwiększyć szybkość wzrostu epitaksjalnego, wprowadzenie źródeł krzemu na bazie chloru jest obecnie główną metodą zwiększania szybkości wzrostu epitaksjalnego 4H-SiC.
1,2 200 mm (8 cali) sprzęt epitaksjalny SiC i warunki procesu
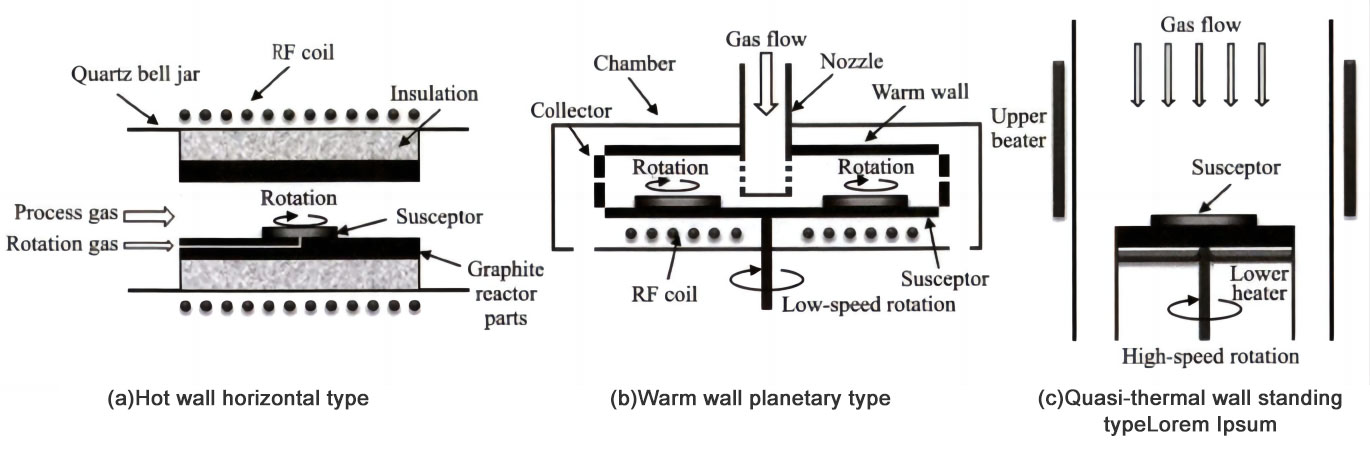
Wszystkie eksperymenty opisane w tym artykule przeprowadzono na kompatybilnym monolitycznym, poziomym sprzęcie epitaksjalnym SiC z gorącymi ściankami o średnicy 150/200 mm (6/8 cala), opracowanym niezależnie przez 48. Instytut Chińskiej Grupy Technologii Elektronicznej. Piec epitaksjalny umożliwia w pełni automatyczny załadunek i rozładunek płytek. Figura 1 to schematyczny diagram wewnętrznej struktury komory reakcyjnej urządzenia epitaksjalnego. Jak pokazano na rysunku 1, zewnętrzną ścianą komory reakcyjnej jest dzwon kwarcowy z międzywarstwą chłodzoną wodą, a wnętrze dzwonu to komora reakcyjna o wysokiej temperaturze, która składa się z termoizolacyjnego filcu węglowego o wysokiej czystości specjalna wnęka grafitowa, obrotowa podstawa unosząca się w powietrzu grafitowym itp. Cały dzwon kwarcowy pokryty jest cylindryczną cewką indukcyjną, a komora reakcyjna wewnątrz dzwonu jest podgrzewana elektromagnetycznie przez zasilacz indukcyjny średniej częstotliwości. Jak pokazano na rysunku 1 (b), gaz nośny, gaz reakcyjny i gaz domieszkujący przepływają przez powierzchnię płytki w poziomym przepływie laminarnym od góry komory reakcyjnej do dołu komory reakcyjnej i są odprowadzane z ogona końcówka gazowa. Aby zapewnić konsystencję wafla, wafel unoszony na pływającej podstawie powietrznej jest zawsze obracany w trakcie procesu.
Podłoże użyte w eksperymencie to dostępne w handlu podłoże SiC 150 mm, 200 mm (6 cali, 8 cali) <1120> pod kątem 4°, przewodzące 4H-SiC typu n, dwustronnie polerowane podłoże SiC, produkowane przez Shanxi Shuoke Crystal. Trichlorosilan (SiHCl3, TCS) i etylen (C2H4) stosuje się jako główne źródła wzrostu w eksperymencie procesowym, spośród których TCS i C2H4 stosuje się odpowiednio jako źródła krzemu i źródło węgla, azot o wysokiej czystości (N2) stosuje się jako n- źródło domieszkujące, a jako gaz rozcieńczający i gaz nośny stosuje się wodór (H2). Zakres temperatur procesu epitaksjalnego wynosi 1 600 ~ 1 660 ℃, ciśnienie procesu wynosi 8 × 103 ~ 12 × 103 Pa, a natężenie przepływu gazu nośnego H2 wynosi 100 ~ 140 l/min.
1.3 Badanie i charakterystyka płytek epitaksjalnych
Do scharakteryzowania średniej i rozkładu grubości warstwy epitaksjalnej oraz stężenia domieszki wykorzystano spektrometr podczerwieni Fouriera (producent sprzętu Thermalfisher, model iS50) oraz tester stężenia sondy rtęciowej (producent sprzętu Semilab, model 530L). Grubość i stężenie domieszkowania każdego punktu warstwy epitaksjalnej określono poprzez pobranie punktów wzdłuż linii średnicy przecinającej linię normalną głównej krawędzi odniesienia pod kątem 45° w środku płytki z usunięciem krawędzi o 5 mm. Dla płytki o średnicy 150 mm pobrano 9 punktów wzdłuż linii jednej średnicy (dwie średnice były do siebie prostopadłe), a dla płytki o średnicy 200 mm pobrano 21 punktów, jak pokazano na rysunku 2. Mikroskop sił atomowych (producent sprzętu) Bruker, model Dimension Icon) wybrano obszary o wymiarach 30 μm x 30 μm w obszarze środkowym i obszarze krawędziowym (usunięcie krawędzi 5 mm) płytki epitaksjalnej w celu zbadania chropowatości powierzchni warstwy epitaksjalnej; defekty warstwy epitaksjalnej mierzono za pomocą testera defektów powierzchniowych (producent sprzętu China Electronics Kefenghua, model Mars 4410 pro) w celu charakteryzacji.

2 Wyniki eksperymentów i dyskusja
2.1 Grubość i jednorodność warstwy epitaksjalnej
Grubość warstwy epitaksjalnej, stężenie domieszki i jednorodność są jednymi z podstawowych wskaźników oceny jakości płytek epitaksjalnych. Dokładnie kontrolowana grubość, stężenie domieszkowania i jednorodność w obrębie płytki są kluczem do zapewnienia wydajności i spójności urządzeń zasilających SiC, a grubość warstwy epitaksjalnej i jednorodność stężenia domieszkowania są również ważnymi podstawami pomiaru możliwości procesowych sprzętu epitaksjalnego.
Rysunek 3 przedstawia krzywą jednorodności i rozkładu grubości płytek epitaksjalnych SiC o średnicy 150 mm i 200 mm. Z rysunku widać, że krzywa rozkładu grubości warstwy epitaksjalnej jest symetryczna względem punktu środkowego płytki. Czas procesu epitaksjalnego wynosi 600 s, średnia grubość warstwy epitaksjalnej płytki epitaksjalnej o średnicy 150 mm wynosi 10,89 µm, a jednorodność grubości 1,05%. Z obliczeń wynika, że szybkość wzrostu epitaksjalnego wynosi 65,3 μm/h, co stanowi typowy szybki poziom procesu epitaksjalnego. W tym samym czasie procesu epitaksjalnego grubość warstwy epitaksjalnej płytki epitaksjalnej o średnicy 200 mm wynosi 10,10 µm, jednorodność grubości mieści się w granicach 1,36%, a ogólna szybkość wzrostu wynosi 60,60 µm/h, czyli jest nieco niższa niż wzrost epitaksjalny 150 mm wskaźnik. Dzieje się tak dlatego, że po drodze występują oczywiste straty, gdy źródło krzemu i źródło węgla przepływają od góry komory reakcyjnej przez powierzchnię płytki do dołu za komorą reakcyjną, a powierzchnia płytki o średnicy 200 mm jest większa niż 150 mm. Gaz przepływa przez powierzchnię płytki o średnicy 200 mm na większą odległość, a gazu źródłowego zużywa się po drodze więcej. Pod warunkiem, że płytka się obraca, całkowita grubość warstwy epitaksjalnej jest cieńsza, więc tempo wzrostu jest wolniejsze. Ogólnie rzecz biorąc, jednorodność grubości płytek epitaksjalnych o średnicy 150 mm i 200 mm jest doskonała, a możliwości procesowe sprzętu mogą spełniać wymagania urządzeń wysokiej jakości.
2.2 Stężenie i jednorodność domieszkowania warstwy epitaksjalnej
Rysunek 4 przedstawia równomierność stężenia domieszki i rozkład krzywych płytek epitaksjalnych SiC o średnicy 150 mm i 200 mm. Jak widać z rysunku, krzywa rozkładu stężeń na płytce epitaksjalnej ma wyraźną symetrię względem środka płytki. Jednorodność stężenia domieszki w warstwach epitaksjalnych o grubości 150 mm i 200 mm wynosi odpowiednio 2,80% i 2,66%, co można kontrolować w zakresie 3%, co stanowi doskonały poziom wśród podobnego sprzętu międzynarodowego. Krzywa stężenia domieszkowania warstwy epitaksjalnej jest rozłożona w kształcie litery „W” wzdłuż kierunku średnicy, co jest zdeterminowane głównie przez pole przepływu poziomego pieca epitaksjalnego z gorącymi ścianami, ponieważ kierunek przepływu powietrza w piecu epitaksjalnym z poziomym przepływem powietrza jest z koniec wlotowy powietrza (powyżej) i wypływa z końca dolnego w przepływie laminarnym przez powierzchnię płytki; ponieważ stopień „wyczerpywania się po drodze” źródła węgla (C2H4) jest wyższy niż źródła krzemu (TCS), gdy płytka się obraca, rzeczywiste stężenie C/Si na powierzchni płytki stopniowo maleje od krawędzi do w środku (źródło węgla w środku jest mniejsze), zgodnie z „teorią pozycji konkurencyjnej” C i N, stężenie domieszki w środku płytki stopniowo maleje w kierunku krawędzi. Aby uzyskać doskonałą jednorodność stężenia, krawędź N2 dodaje się jako kompensację podczas procesu epitaksjalnego, aby spowolnić spadek stężenia domieszkowania od środka do krawędzi, tak aby końcowa krzywa stężenia domieszkowania miała kształt „W”.
2.3 Wady warstwy epitaksjalnej
Oprócz grubości i stężenia domieszkowania, poziom kontroli defektów warstwy epitaksjalnej jest również podstawowym parametrem pomiaru jakości płytek epitaksjalnych i ważnym wskaźnikiem możliwości procesowych sprzętu epitaksjalnego. Chociaż SBD i MOSFET mają różne wymagania dotyczące defektów, bardziej oczywiste defekty morfologii powierzchni, takie jak defekty kropli, defekty trójkąta, defekty marchewki i defekty komet, są definiowane jako defekty zabójcze dla urządzeń SBD i MOSFET. Prawdopodobieństwo awarii chipów zawierających te defekty jest wysokie, dlatego kontrolowanie liczby defektów zabójczych jest niezwykle ważne dla poprawy wydajności chipów i zmniejszenia kosztów. Rysunek 5 przedstawia rozkład defektów zabójczych w płytkach epitaksjalnych SiC o średnicy 150 mm i 200 mm. Pod warunkiem, że nie występuje oczywista nierównowaga w stosunku C/Si, można w zasadzie wyeliminować defekty marchewkowe i kometowe, natomiast defekty kropelkowe i trójkątne związane są z kontrolą czystości podczas pracy urządzeń epitaksjalnych, poziomem zanieczyszczeń grafitu części w komorze reakcyjnej oraz jakość substratu. Z tabeli 2 wynika, że gęstość defektów krytycznych płytek epitaksjalnych o średnicy 150 mm i 200 mm można kontrolować w zakresie 0,3 cząstek/cm2, co stanowi doskonały poziom dla tego samego typu sprzętu. Poziom kontroli gęstości defektów krytycznych w przypadku płytki epitaksjalnej o średnicy 150 mm jest lepszy niż w przypadku płytki epitaksjalnej o średnicy 200 mm. Dzieje się tak dlatego, że proces przygotowania podłoża 150 mm jest bardziej dojrzały niż proces przygotowania podłoża 200 mm, jakość podłoża jest lepsza, a poziom kontroli zanieczyszczeń w grafitowej komorze reakcyjnej 150 mm jest lepszy.
2.4 Chropowatość powierzchni płytek epitaksjalnych
Rysunek 6 przedstawia obrazy AFM powierzchni płytek epitaksjalnych SiC o średnicy 150 mm i 200 mm. Jak widać z rysunku, średnia kwadratowa chropowatość powierzchni Ra płytek epitaksjalnych o średnicy 150 mm i 200 mm wynosi odpowiednio 0,129 nm i 0,113 nm, a powierzchnia warstwy epitaksjalnej jest gładka, bez oczywistego zjawiska agregacji makrostopniowej, które wskazuje, że wzrost warstwy epitaksjalnej zawsze utrzymuje tryb wzrostu schodkowego podczas całego procesu epitaksjalnego i nie następuje agregacja schodkowa. Można zauważyć, że warstwę epitaksjalną o gładkiej powierzchni można uzyskać na podłożach o niskim kącie 150 mm i 200 mm, stosując zoptymalizowany proces wzrostu epitaksjalnego.

3. Wnioski
Płytki homoepitaksjalne 4H-SiC o średnicy 150 mm i 200 mm z powodzeniem przygotowano na podłożach domowych przy użyciu samodzielnie opracowanego sprzętu do wzrostu epitaksjalnego SiC o grubości 200 mm i opracowano proces homoepitaksjalny odpowiedni dla 150 mm i 200 mm. Szybkość wzrostu epitaksjalnego może być większa niż 60 μm/h. Jakość płytek epitaksjalnych jest doskonała, spełniając wymagania dotyczące epitaksji o dużej prędkości. Jednorodność grubości płytek epitaksjalnych SiC o średnicy 150 mm i 200 mm można kontrolować w zakresie 1,5%, jednorodność stężenia jest mniejsza niż 3%, gęstość defektów krytycznych jest mniejsza niż 0,3 cząstek/cm2, a średni kwadratowy chropowatości powierzchni epitaksjalnej Ra wynosi mniej niż 0,15 nm. Podstawowe wskaźniki procesu płytek epitaksjalnych znajdują się na zaawansowanym poziomie w branży.
-------------------------------------------------- -------------------------------------------------- -------------------------------------------------- -------------------------------------------------- -------------------------------------------------- --------------------------------
VeTek Semiconductor to profesjonalny chiński producentSufit pokryty powłoką CVD SiC, Dysza do powlekania CVD SiC, IPierścień wlotowy z powłoką SiC. Firma VeTek Semiconductor angażuje się w dostarczanie zaawansowanych rozwiązań dla różnych produktów waflowych SiC dla przemysłu półprzewodników.
Jeśli jesteś zainteresowany8-calowy piec epitaksjalny SiC i proces homoepitaksjalny, prosimy o bezpośredni kontakt z nami.
Tłum: +86-180 6922 0752
WhatsAPP: +86 180 6922 0752
E-mail: anny@veteksemi.com


