- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Postęp technologii epitaksjalnej SiC 200 mm we włoskiej firmie LPE
2024-08-06
Wstęp
SiC jest lepszy od Si w wielu zastosowaniach ze względu na jego doskonałe właściwości elektroniczne, takie jak stabilność w wysokiej temperaturze, szerokie pasmo wzbronione, wysokie natężenie pola elektrycznego przebicia i wysoka przewodność cieplna. Obecnie dostępność systemów trakcji pojazdów elektrycznych ulega znacznej poprawie ze względu na wyższe prędkości przełączania, wyższe temperatury pracy i niższą odporność termiczną półprzewodnikowych tranzystorów polowych (MOSFET) z tlenkiem metalu SiC. Rynek urządzeń zasilających opartych na SiC rozwinął się bardzo szybko w ciągu ostatnich kilku lat; w związku z tym wzrosło zapotrzebowanie na wysokiej jakości, wolne od wad i jednolite materiały SiC.
W ciągu ostatnich kilku dziesięcioleci dostawcy substratów 4H-SiC byli w stanie zwiększyć średnicę płytek z 2 cali do 150 mm (przy zachowaniu tej samej jakości kryształów). Obecnie najpopularniejszy rozmiar płytek w urządzeniach SiC wynosi 150 mm, a aby obniżyć koszt produkcji jednostkowego urządzenia, niektórzy producenci urządzeń są na wczesnym etapie tworzenia fabryk o średnicy 200 mm. Aby osiągnąć ten cel, oprócz zapotrzebowania na dostępne w handlu płytki SiC o średnicy 200 mm, wysoce pożądana jest również zdolność do wykonywania jednolitej epitaksji SiC. Dlatego też, po uzyskaniu dobrej jakości podłoży SiC o grubości 200 mm, kolejnym wyzwaniem będzie wykonanie na tych podłożach wysokiej jakości wzrostu epitaksjalnego. Firma LPE zaprojektowała i zbudowała poziomy, w pełni zautomatyzowany reaktor CVD z gorącymi ścianami, monokrystaliczny (nazwany PE1O8), wyposażony w wielostrefowy system implantacji, zdolny do przetwarzania podłoży SiC o grubości do 200 mm. Tutaj przedstawiamy jego działanie na epitaksji 4H-SiC 150 mm, a także wstępne wyniki na epiwaflach 200 mm.
Wyniki i dyskusja
PE1O8 to w pełni zautomatyzowany system kaseta-kaseta przeznaczony do przetwarzania płytek SiC o średnicy do 200 mm. Format można przełączać pomiędzy 150 a 200 mm, co minimalizuje przestoje narzędzia. Redukcja etapów nagrzewania zwiększa produktywność, podczas gdy automatyzacja zmniejsza siłę roboczą oraz poprawia jakość i powtarzalność. Aby zapewnić wydajny i konkurencyjny kosztowo proces epitaksji, opisano trzy główne czynniki: 1) szybki proces, 2) wysoką jednorodność grubości i domieszkowania, 3) zminimalizowane powstawanie defektów podczas procesu epitaksji. W przypadku PE1O8 mała masa grafitu i zautomatyzowany system załadunku/rozładunku umożliwiają wykonanie standardowego cyklu w czasie krótszym niż 75 minut (standardowa receptura diody Schottky'ego 10 μm wykorzystuje szybkość wzrostu 30 μm/h). Zautomatyzowany system umożliwia załadunek/rozładunek w wysokich temperaturach. W rezultacie zarówno czasy nagrzewania, jak i chłodzenia są krótkie, a jednocześnie ograniczają etap pieczenia. Takie idealne warunki pozwalają na wzrost naprawdę niedomieszkowanego materiału.
Kompaktowość sprzętu i jego trójkanałowy system wtrysku dają w rezultacie wszechstronny system o wysokiej wydajności zarówno pod względem domieszkowania, jak i jednorodności grubości. Dokonano tego przy użyciu symulacji obliczeniowej dynamiki płynów (CFD), aby zapewnić porównywalną jednorodność przepływu gazu i temperatury dla formatów podłoża 150 mm i 200 mm. Jak pokazano na rysunku 1, ten nowy układ wtryskowy dostarcza gaz równomiernie w środkowej i bocznej części komory osadzania. System mieszania gazów umożliwia zmianę lokalnie rozproszonego składu chemicznego gazu, dodatkowo rozszerzając liczbę regulowanych parametrów procesu w celu optymalizacji wzrostu epitaksjalnego.
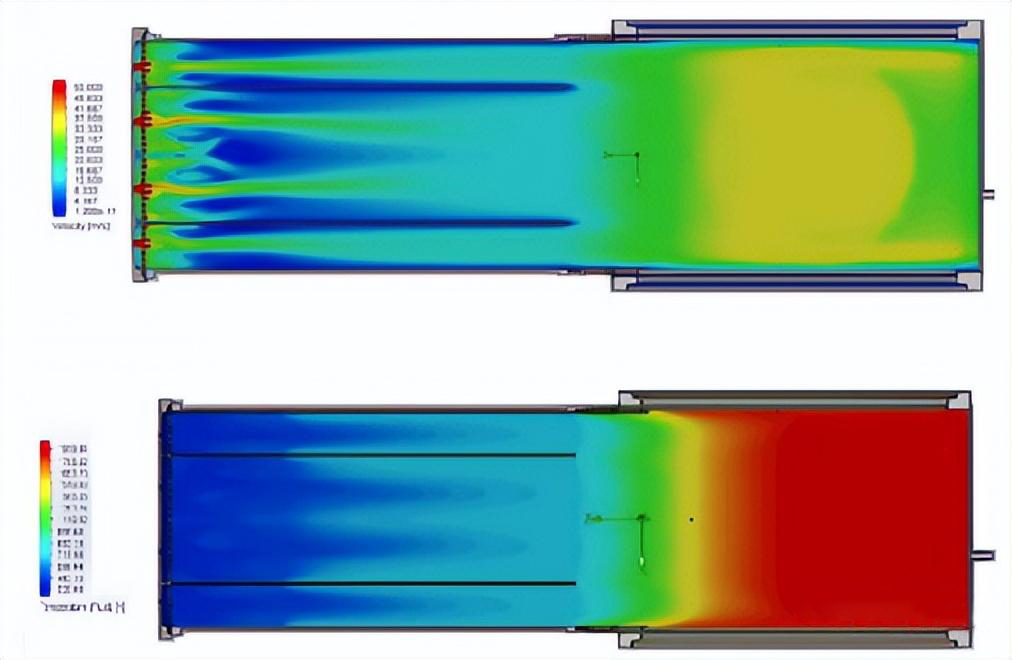
Rysunek 1 Symulowana wielkość prędkości gazu (na górze) i temperatura gazu (na dole) w komorze procesowej PE1O8 w płaszczyźnie znajdującej się 10 mm nad podłożem.
Inne funkcje obejmują ulepszony system rotacji gazu, który wykorzystuje algorytm sterowania ze sprzężeniem zwrotnym w celu wygładzenia wydajności i bezpośredniego pomiaru prędkości obrotowej, a także nową generację PID do kontroli temperatury. Parametry procesu epitaksji. W prototypowej komorze opracowano proces wzrostu epitaksjalnego 4H-SiC typu n. Jako prekursory atomów krzemu i węgla stosowano trichlorosilan i etylen; Jako gaz nośny zastosowano H2, a do domieszkowania typu n użyto azotu. Do wyhodowania epiwarstw 4H-SiC domieszkowanych n o grubości 150 mm i o grubości 200 mm z powierzchnią krzemową zastosowano podłoża SiC o grubości 150 mm oraz podłoża SiC o grubości 200 mm do celów badawczych. Powierzchnię podłoża trawiono in situ strumieniem H2 w podwyższonej temperaturze. Po tym etapie wytrawiania wyhodowano warstwę buforową typu n przy niskiej szybkości wzrostu i niskim stosunku C/Si w celu przygotowania warstwy wygładzającej. Na wierzchu tej warstwy buforowej osadzono warstwę aktywną o dużej szybkości wzrostu (30 μm/h) przy zastosowaniu wyższego stosunku C/Si. Opracowany proces został następnie przeniesiony do reaktora PE1O8 zainstalowanego w szwedzkim zakładzie ST. Podobne parametry procesu i rozkład gazu zastosowano dla próbek o średnicy 150 mm i 200 mm. Dokładne dostrojenie parametrów wzrostu odłożono do przyszłych badań ze względu na ograniczoną liczbę dostępnych podłoży o grubości 200 mm.
Grubość pozorną i właściwości domieszkowania próbek oceniano odpowiednio za pomocą sondy rtęciowej FTIR i CV. Morfologię powierzchni badano za pomocą mikroskopii różnicowo-interferencyjnej Nomarskiego (NDIC), a gęstość defektów epiwarstw mierzono metodą Candela. Wstępne rezultaty. Wstępne wyniki domieszkowania i jednorodności grubości epitaksjalnie rosnących próbek o średnicach 150 mm i 200 mm przetwarzanych w komorze prototypowej przedstawiono na rysunku 2. Epiwarstwy rosły równomiernie na powierzchni podłoży o grubościach 150 mm i 200 mm, przy zmianach grubości (σ/średnia ) tak niskie, jak odpowiednio 0,4% i 1,4%, a różnice w dopingu (średnia σ) tak niskie, jak 1,1% i 5,6%. Wewnętrzne wartości domieszkowania wynosiły w przybliżeniu 1×1014 cm-3.
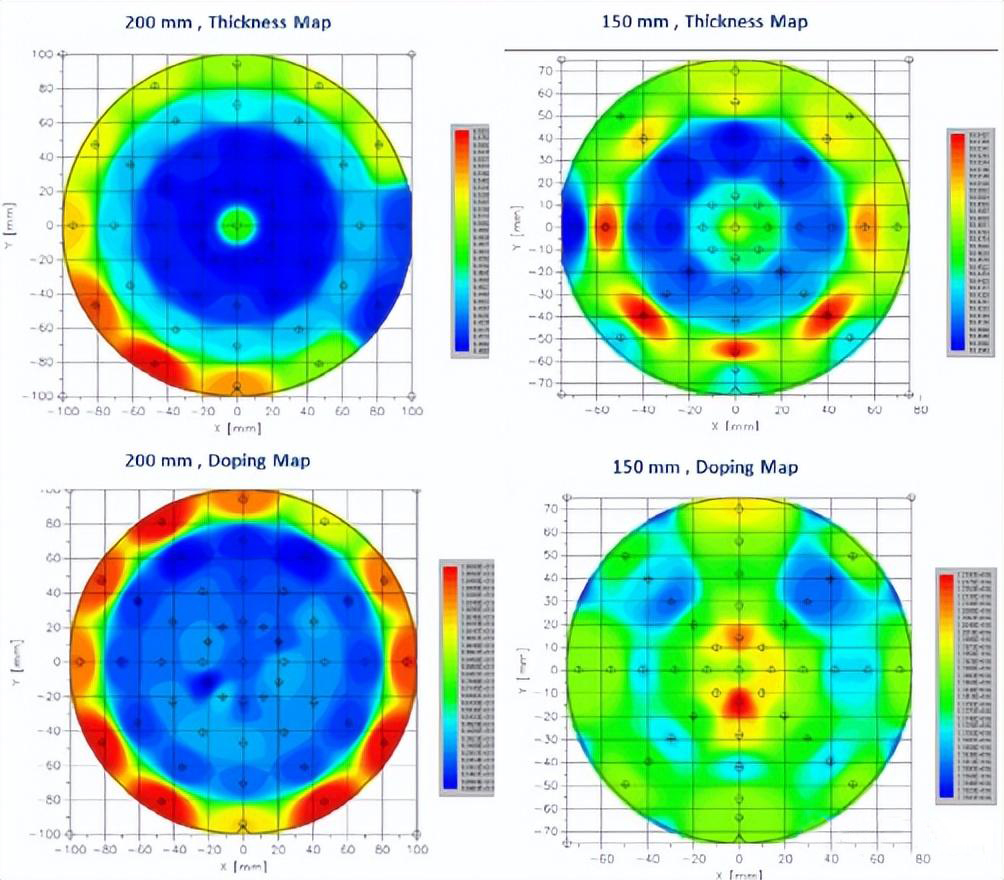
Rysunek 2 Grubość i profile domieszkowania epiwafli o średnicy 200 mm i 150 mm.
Powtarzalność procesu zbadano poprzez porównanie zmian między seriami, w wyniku czego różnice w grubości wynosiły zaledwie 0,7%, a zmiany domieszkowania zaledwie 3,1%. Jak pokazano na rysunku 3, wyniki nowego procesu 200 mm są porównywalne z najnowocześniejszymi wynikami uzyskanymi wcześniej dla 150 mm w reaktorze PE1O6.
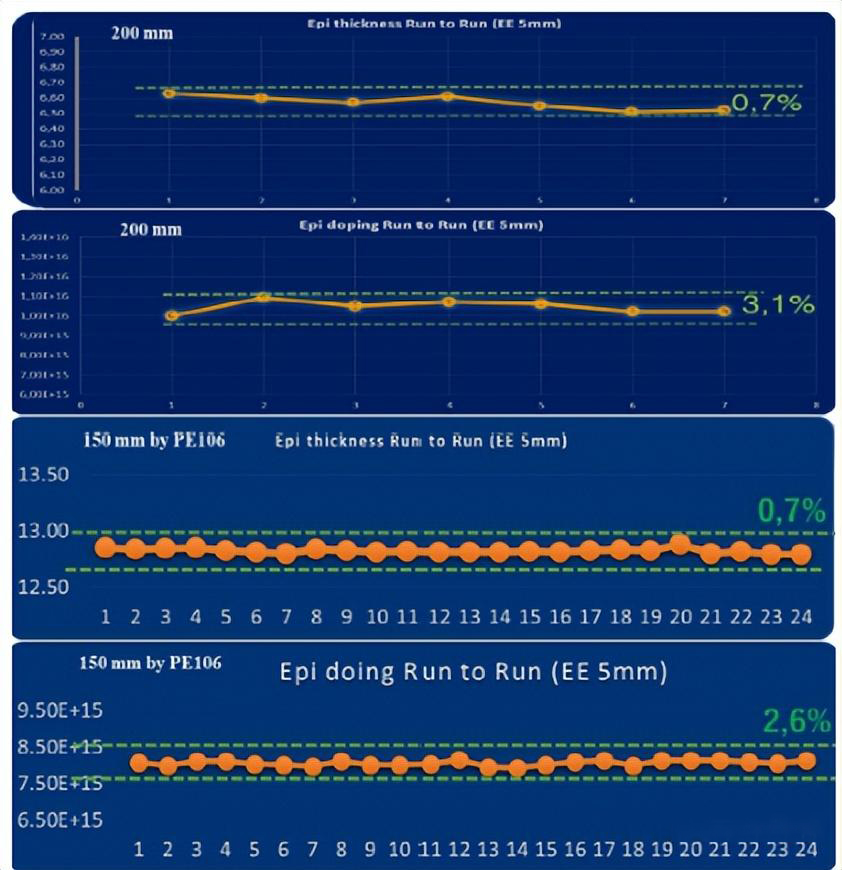
Rysunek 3 Grubość warstwa po warstwie i jednorodność domieszkowania próbki o średnicy 200 mm przetworzonej w komorze prototypowej (na górze) i najnowocześniejszej próbki o średnicy 150 mm wytworzonej z PE1O6 (na dole).
Jeśli chodzi o morfologię powierzchni próbek, mikroskopia NDIC potwierdziła gładką powierzchnię z chropowatością poniżej zakresu wykrywalnego pod mikroskopem. Wyniki PE1O8. Następnie proces przeniesiono do reaktora PE1O8. Grubość i jednorodność domieszkowania 200 mm epiwaferów pokazano na rysunku 4. Epiwarstwy rosną równomiernie wzdłuż powierzchni podłoża, a różnice w grubości i domieszkowaniu (σ/średnia) wynoszą odpowiednio 2,1% i 3,3%.
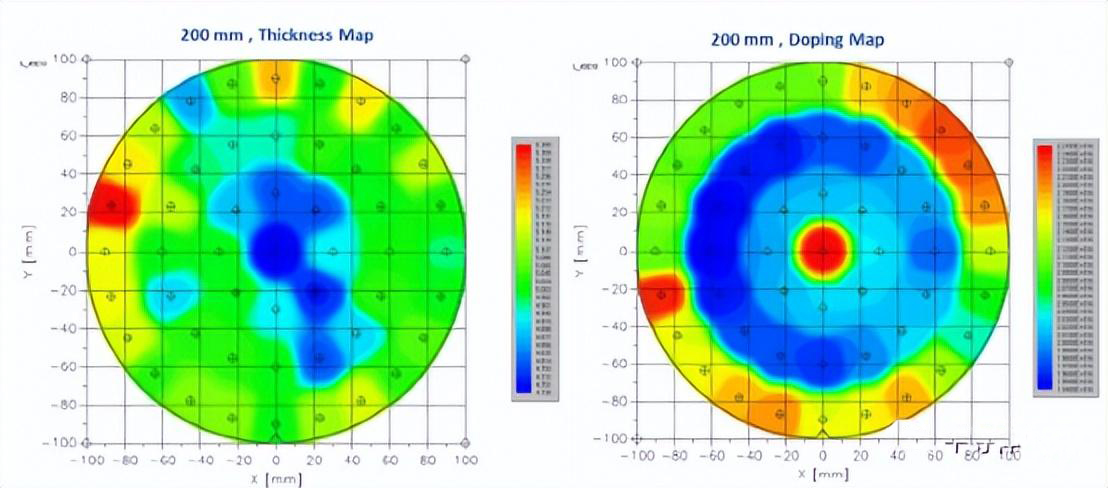
Rysunek 4 Grubość i profil domieszkowania 200 mm epiwafla w reaktorze PE1O8.
Do badania gęstości defektów płytek rosnących epitaksjalnie wykorzystano kandelę. Jak pokazano na rysunku. Całkowitą gęstość defektów wynoszącą 5, tak niską jak 1,43 cm-2 i 3,06 cm-2, uzyskano odpowiednio na próbkach 150 mm i 200 mm. Obliczono zatem, że całkowity dostępny obszar (TUA) po epitaksji wynosi 97% i 92% odpowiednio dla próbek 150 mm i 200 mm. Warto wspomnieć, że wyniki te osiągnięto dopiero po kilku seriach i można je jeszcze poprawić poprzez dostrojenie parametrów procesu.
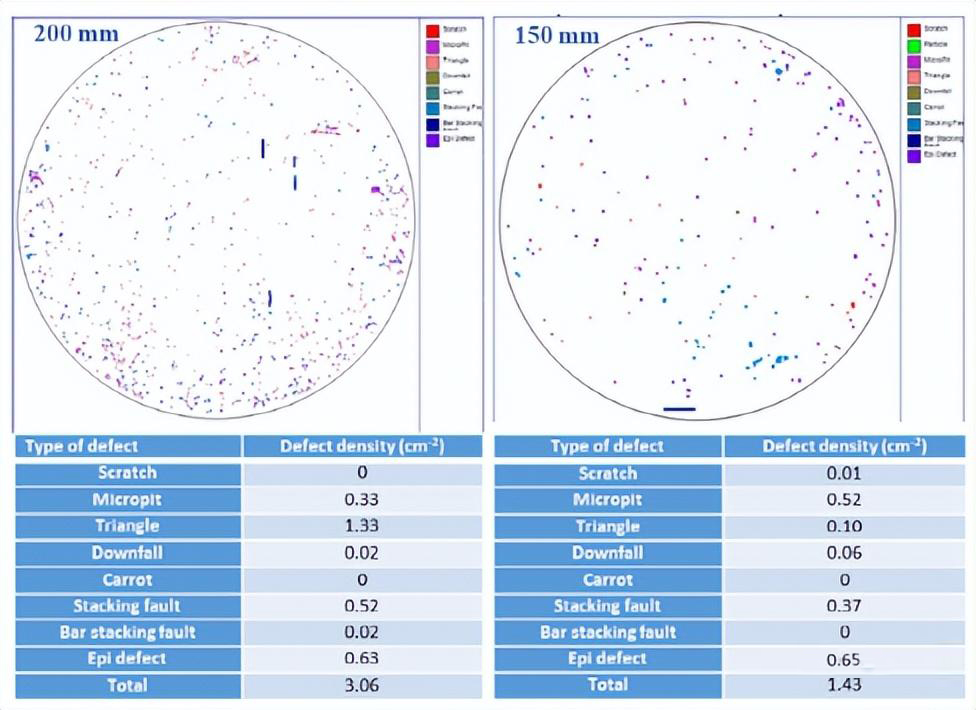
Rysunek 5 Mapy defektów Candeli epiwaferów o grubości 6 μm i średnicy 200 mm (po lewej) i 150 mm (po prawej) hodowanych z PE1O8.
Wniosek
W artykule przedstawiono nowo zaprojektowany reaktor CVD z gorącymi ścianami PE1O8 i jego zdolność do wykonywania jednolitej epitaksji 4H-SiC na podłożach o grubości 200 mm. Wstępne wyniki dla 200 mm są bardzo obiecujące, przy różnicach grubości wynoszących zaledwie 2,1% na powierzchni próbki i różnicach w wydajności domieszkowania wynoszących zaledwie 3,3% na powierzchni próbki. Obliczono, że TUA po epitaksji wynosi 97% i 92% odpowiednio dla próbek 150 mm i 200 mm, a przewiduje się, że TUA dla 200 mm poprawi się w przyszłości wraz z wyższą jakością podłoża. Biorąc pod uwagę, że przedstawione tutaj wyniki dla substratów 200 mm opierają się na kilku zestawach testów, wierzymy, że możliwa będzie dalsza poprawa wyników, które już są bliskie najnowocześniejszym wynikom na próbkach 150 mm, poprzez dostrajanie parametrów wzrostu.


